
Most Popular
 Cardan drive shaft
Cardan drive shaft
Cardan drive shaft ...
 Cardan Shafts For Continuous Casting Mill
Cardan Shafts For Continuous Casting Mill
Cardan Shafts For Continuous Casting and Rolling MillMaterial:35CrMo and 20CrMnTiSize:SWC225/250/285/315/350/390/440/550/620/780SWP ...
 Cardan joint shaft
Cardan joint shaft
Cardan joint shaft ...

 Industrial cardan shafts , https://www.timothyholding.com
Industrial cardan shafts , https://www.timothyholding.comcardan shaft for paper mills


 cardan shaft for paper mills , https://www.timothyholding.com
cardan shaft for paper mills , https://www.timothyholding.comCardan Shaft For Metallurgical Machinery


 Cardan Shaft For Metallurgical Machinery , http://www.timothyholding.com
Cardan Shaft For Metallurgical Machinery , http://www.timothyholding.comUniversal Joint Shafs For Steel Rolling Mill


 Universal Joint Shafs For Steel Rolling Mill ,https://www.timothyholding.com
Universal Joint Shafs For Steel Rolling Mill ,https://www.timothyholding.comCardan Shafts For Steel Plant ,Rolling Mills


 Cardan Shafts For Steel Plant ,Rolling Mills ,https://www.timothyholding.com
Cardan Shafts For Steel Plant ,Rolling Mills ,https://www.timothyholding.comUniversal joint cross (Universal joint cross.pdf)
Universal joint shaft SWP Series (Universal joint shaft SWP Series.pdf)
Universal joint (Universal joint .pdf)
Cardan shaft SWP Series (Cardan shaft SWP Series.pdf)



New Technologies For Hot Metal Production
Rated:  , 0 Comments
, 0 Comments
Total visits: 397
Posted on: 07/07/24

New Technologies For Hot Metal Production
web:www.timothyholding.com/New-Technologies-For-Hot-Metal-Production.html
Several new processes for producing hot metal are in various stages of development around the world. For example, technologies have been developed for the reduction of iron ore or steel mill waste oxides to produce a solid direct reduced iron product. That product could be discharged to a second reactor for melting or cooled and stored for later use. Several processes based upon the direct reaction of coal and iron ore in a rotary kiln, such as the SL/RN process, have reached various stages of development since the 1960s.20 Due to the high gangue and low specific productivity of these processes, they have not received a great deal of attention for commercial production. Several processes are currently commercially available that use a rotary hearth furnace to reduce composite pellets containing both iron-oxide fines from ore or wastes and carbon from coal, coke, wood char, or mill wastes. Due to the intimate contact between the carbon and iron oxide in the composite pellets, iron reduction is very fast at elevated temperatures. The off gasses from the reduction reaction and/or coal devolatization can be post combusted in the rotary hearth chamber to provide a significant portion of the heat required for the process. Midrex is currently marketing a rotary-hearth-based process, Fastmet, for recycling mill waste oxides.21 Two commercial Fastmet units have been installed at Kobe Steel and Nippon Steel, both in Japan. Iron Dynamics, a subsidiary of Steel Dynamics, currently operates a rotary hearth furnace to produce 85 percent reduced iron pellets. Those pellets are subsequently melted in a submerged arc furnace to produce hot metal for use in a nearby Steel Dynamics EAF shop. The Iron Dynamics rotary hearth-submerged arc process uses proven technologies to produce liquid iron at a reasonable cost for use in the EAF.22 However, the total energy efficiency of this process is not very high as compared with the blast furnace or other new coal-based technologies.

Several new technologies take advantage of the rapid-reaction kinetics and high specific productivity of smelting reactors to accomplish at least part of the reduction of agglomerated, lump, or fine iron ore using coal directly. Coal devolatization and gasification also occurs in the smelter reactor. Volatile hydrocarbon compounds make up 10–15 percent of low-volatile coals and 40–45 percent of high-volatile coals.23 In theory, the high-temperature removal and controlled combustion and/or reaction of these compounds to CO/CO2 and H2/H2O alleviates some of the environmental problems associated with conventional coke making.
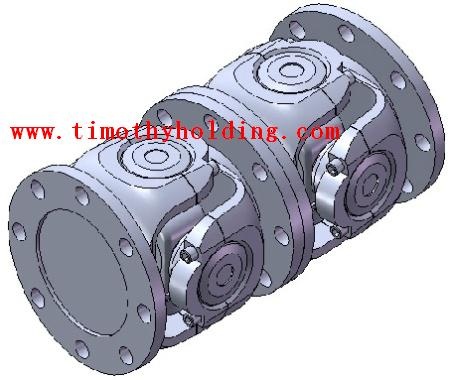
SWP cardan shaft.pngThe Corex process,24 commercialized by Voest Alpine, combines an iron melter/coal gasifier vessel with a pre-reduction shaft to produce a liquid product that is very similar to blast furnace hot metal. Coal, oxygen, and pre-reduced iron are fed into the melter/gasifier to melt the iron and produce a highly reducing off-gas. The primarily CO-H2 off-gas is then fed through a pre-reduction shaft furnace, where lump and/or agglomerated ore is reduced to over 90 percent for feeding into the melter/gasifier. The gas exiting the pre-reduction shaft still has a very high energy content, which can be used elsewhere in the steel plant or for electric power generation. Voest Alpine and POSCO jointly continued to develop the original commercialized process, leading to several important modifications including the limited direct reduction and smelting of ore fines 25 . If the high energy content of the exhaust gas from the reduction shaft is not utilized, the Corex process requires a relatively high fuel rate as compared with a blast furnace. Although Corex has a relatively high capital cost 23 , it is so far the only smelting process to be operated on a commercial scale. The first commercial Corex plant with a capacity of 300,000 tonnes per year began production in 1989. Other installations are operating, under construction, or planned in Korea, South Africa, and India.
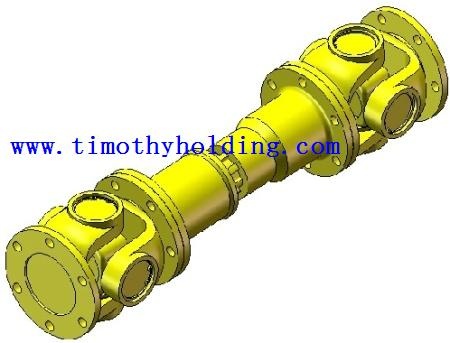
SWP.pngIn the HIsmelt process, iron reduction and coal gasification take place in a liquid metal bath. The fundamental processes of HIsmelt began with early experiments in Germany with bottom-blown oxygen steelmaking converters (LD, LD-AC, KMS, among others) to allow for coal, lime, and/or iron ore injection through the bottom nozzles.26 Experiments with combination blown oxygen converters serendipitously discovered that simultaneous bottom oxygen blowing and soft or low velocity top oxygen blowing resulted in post combustion of the decarborization product gases in the area above the bath. High heat transfer rates from the hot post combusted gasses to the metal bath were achieved via heat transfer to metal droplets ejected into the gas above the bath, which then fell back into the molten pool. Bottom injection of coal augmented this post-combustion phenomenon and allowed for significantly increased scrap melting (100% in the KS process) or smelt reduction of iron ore. Early experiments by Klöckner Werke and CRA (now Rio Tinto) with smelt reduction via simultaneous bottom injection of coke and ore into a KMS converter indicated that the reduction reaction kinetics were extremely fast and that the iron reduction, coal gasification, and post combustion reactions could be predicted and controlled. A small-scale test facility was built in Germany in 1984 to produce hot metal.

In 1989, CRA and Midrex formed a joint venture to build a demonstration plant in Western Australia to further develop the HIsmelt process. Since that time, the process has been significantly modified, simplified, and improved, allowing for extended continuous operation and very high specific productivity performance. The extensive pilot scale testing in Australia resolved many of the technical problems, such as refractory wear, post-combustion control, and slag-foaming control, which limit the stable operation of all bath smelting processes.27 One unique feature of HIsmelt is that all reactants are injected through submerged lances. Pilot scale testing data indicate that this results in much better coal utilization than with top-charged processes. Like Corex, HIsmelt produces a hot exhaust gas with significant thermal and chemical energy content, which can be used for pre-reduction and pre-heating of the iron feed or on-site power generation. A production-scale demonstration HIsmelt plant producing around 600,000 tonnes per year is planned for Kwinana, Western Australia.
Simultaneous independent development of the direct iron ore smelting (DIOS) process in Japan 28-30 and the AISI direct steelmaking process in North America 31,23 produced two similar routes to hot metal production. Both processes utilize a smelting reactor where the primary reactions occur in a deep slag bath as opposed to in the metal phase as in HIsmelt. Pre-reduced iron ore, coal, and oxygen are injected into a deep steel-making slag. The coal is devolatilized and partially combusted to CO. The uncombusted coal char either directly reacts with iron oxide dissolved in the slag to form iron and carbon monoxide or dissolves in the iron bath. Dissolved carbon in the metal also reacts with iron oxide in the slag to form iron and carbon monoxide. Stirring gas injected through the bottom of the reactor and gas evolved within the slag and at the slag-metal interface result in foaming of the slag and energetic mixing and intermixing of the slag and metal phases. Secondary low-velocity oxygen is injected either above or into the top portion of the slag layer to partially post-combust the CO and H2 produced by coal devolatilization, combustion, and iron-oxide reduction reactions. The thick slag layer separates the iron-carbon melt and char from the oxidizing post-combustion products, providing a medium for heat transfer. The exiting gas is then used to preheat and pre-reduce the iron ore feed materials. The DIOS process uses a series of fluidized bed reactors for preheating and pre-reduction of iron ore fines. The AISI process uses a Hyl or Midrextype shaft furnace for pre-reduction and must use primarily lump or agglomerated ore as its feed material. In these smelter reactors, post combustion provides approximately 60% of the required energy. However, uncontrolled post combustion or poor heat-transfer efficiency downward to the bath can cause excessive slag foaming, damage to the reactor, and generally unstable operation. Precise process control is required for stable operation. Pilot-scale plants of both the DIOS and AISI smelter processes have been built and operated using a variety of feed materials, including low and high volatile coals, different types of ore, and steel mill waste-oxide materials. The AISI smelter has been evaluated as a potential method for the recycling of high iron content steel mill waste oxides. No commercial production facilities are currentlyplanned for these two processes.

Several additional combinations of smelting reactors and pre-reduction reactors are also under consideration. The cyclone converter furnace (CCF), developed initially by Hoogovens Staal BV, has been considered for use in combination with the bath smelting reactors described previously.23 In the CCF, iron-ore fines are introduced at the top of the furnace and hot off-gasses from the smelter reactor enter from the bottom. The feed gas heats and partially reduces the descending iron ore. Injected oxygen partially combusts the gas, providing enough heat to melt the iron oxide before it exits the converter. The intensive mixing of the swirling gasses and iron-ore fines promotes excellent heat transfer. Hoogovens evaluated the commercial scale-up of a process combining the CCF with a DIOS type smelter.
The Center for Iron and Steelmaking Research at Carnegie Mellon University is currently conducting a study, partially sponsored by the U.S. Department of Energy, regarding the use of biomass energy sources for hot-metal production.32 The scheme that is currently being evaluated uses a rotary hearth furnace to heat and partially reduce composite pellets of iron ore fines and wood char. These pellets are then fed into an AISI smelter or DIOS-type reactor, where the final reduction and melting occurs. The off-gas from the smelter would be fed back to the rotary hearth to provide a portion of the energy requirement of that reactor.
Contact Name:August
Mobile Phone:+86-13758897904
E :august@timothyholding.com
Web:www.timothyholding.com
Address:55# Jinshi Road ,Lecheng Industrial Park,Yueqing City,Zhejiang provice,China
Comments
There are still no comments posted ...
Rate and post your comment